Multifunctional equipment for implementation of additive-subtractive technologies
Multifunctional equipment for implementation of additive-subtractive technologies
Abstract
One of the most promising technologies in mechanical engineering is additive technologies (AT) for growing products from metals and alloys. They are increasingly used in the production of products in various branches of mechanical engineering. The term "growing" is associated with the gradual layer-by-layer nature of manufacturing a complex product based on its 3D computer model. Wire AT is economically more favourable due to higher productivity of the process and, by an order of magnitude lower cost of wire in comparison with powders for popular technologies SLM and LMD. Besides, the modern industry has mastered the production of wires from a wide range of materials, including aluminium, low-alloy steels, stainless steels, titanium, nickel alloys. The disadvantage of wire AT is the rougher surface of the grown products. The article presents the results of design and application of multifunctional equipment for joint use of additive and subtractive technologies.
1. Введение
Одним из наиболее перспективных направлений развития аддитивных методов является комплексное использование методов 3D-печати и субтрактивных технологий на одном оборудовании. Примером успешного сочетания этих двух технологий является осаждение/наплавка проволоки методами электродуговой сварки, например Gas Metal Arc Welding (GMA), Wire Arc Additive Manufacturing (WAAM)
, , в сочетании с механической обработкой резанием . Обе технологии в составе спроектированного оборудования являются полностью автоматизированными процессами, использующим массивы CAD/CAM-данных. Причем в процессе наплавки сложноконтурного изделия на основе 3D-модели, можно использовать обычную стандартную (коммерческую) сварочную проволоку, которая выпускается различными производителями (в том числе отечественными) в широкой номенклатуре.Оборудование для WAAM-технологии, как правило, представляет собой аналог 3D-принтера для печати из пластиковых нитей – Fused Deposition Modeling (FDM), но имеет несколько иной принцип плавления материала. Плавление материала проволоки происходит внутри электрической дуги в среде инертного газа. Основными недостатками WAAM-технологии является относительно высокая стоимость оборудования и недостаточная точность размеров полученной заготовки, что вызывает необходимость дополнительной обработки резанием практически всех поверхностей на металлорежущих станках. Как результат, усложнение аппаратурно-технологической схемы, трудоемкости и стоимости изделия
, .Аддитивно-субтрактивная технология подразумевает 3D- печать заготовки и последующую механическую её обработку для устранения погрешности формы, удаления дефектного слоя, повышения точности и уменьшения шероховатости поверхностей детали, к которым предъявляются повышенные требования. В настоящее время этот вид получения деталей все чаще используется для изготовления деталей в единичном производстве макетов и прототипов для изучения особенностей конструкции, еe улучшения и последующего изготовления этих деталей методами механической обработки, например фрезерованием концевыми фрезами. При этом происходит изменение величины сил из-за изменения толщины среза и угол контакта зубьев фрезы. Эти изменения составляющих сил приводят к изменению упругой деформации системы станок – приспособление – инструмент – деталь (СПИД), появлению вибрации, особенно при резонансе, когда частота внешней нагрузки совпадает с частотой собственных колебаний, ухудшению качества обработки и уменьшению надежности работы фрез .
2. Основные результаты
Для реализации совместного использования аддитивных и субтрактивных технологий предлагается оригинальное многофункциональное оборудование с ЧПУ, созданное по модульному принципу. На одной базе портального типа (рисунок 1, а) можно оперативно производить смену инструментальных модулей различного назначения: для наплавки (рисунок 1, в), для обработки резанием (рисунок 1, б). В конструкции установочной плиты предусмотрены технологические отверстия для точной ориентации различных инструментальных модулей относительно оси, достаточное и необходимое количество отверстий, предназначенных для монтажа и надежного закрепления инструментальных модулей. Перемещение рабочих органов по трем осям производится по направляющим и с помощью поворотных головок для наплавки и фрезерования по управляющей программе в соответствии с 3D-моделью детали.
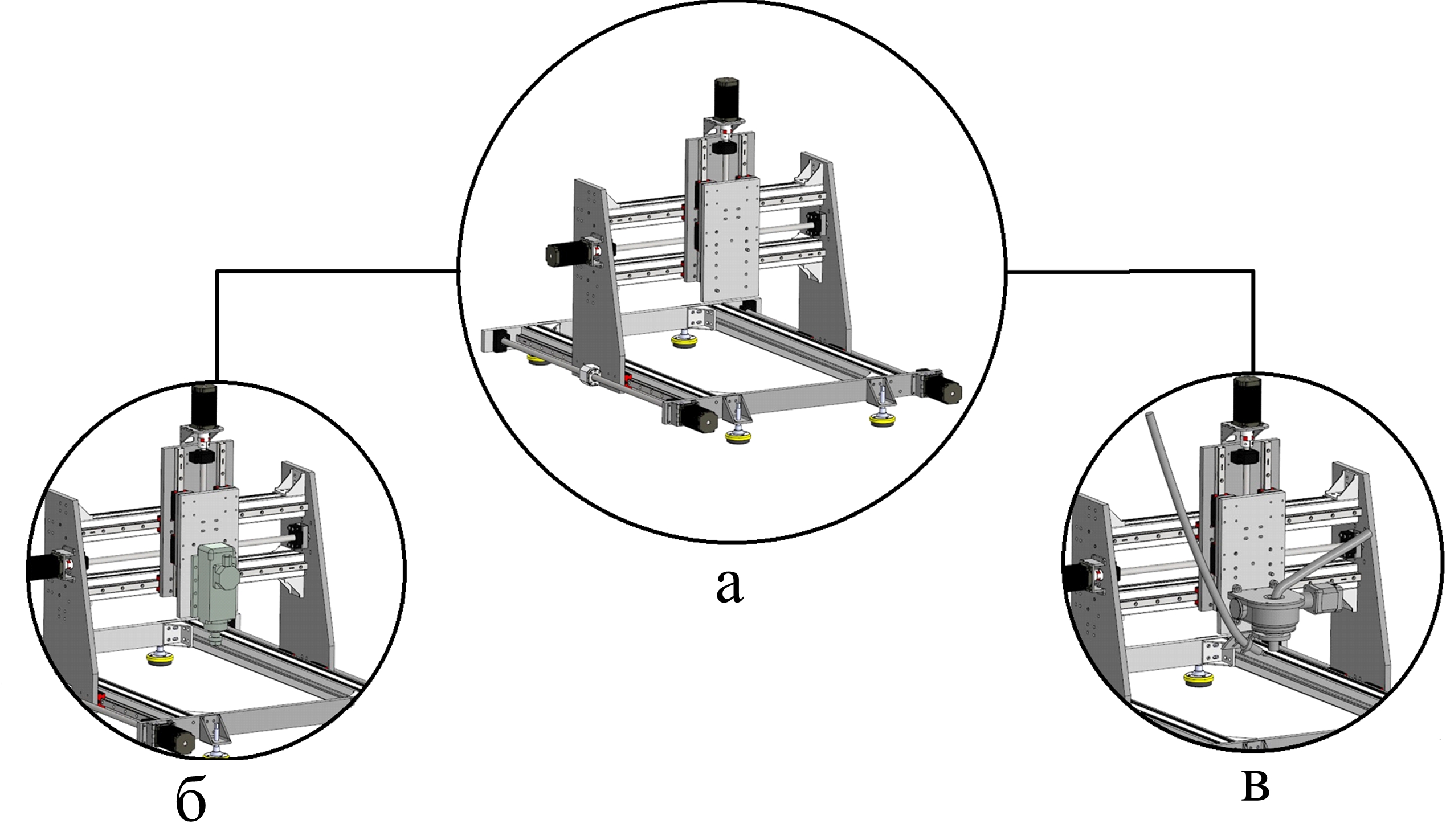
Рисунок 1 - Многофункциональное устройство с ЧПУ:
а - база портального типа; б - модуль для обработки резанием; в - модуль для обработки резанием
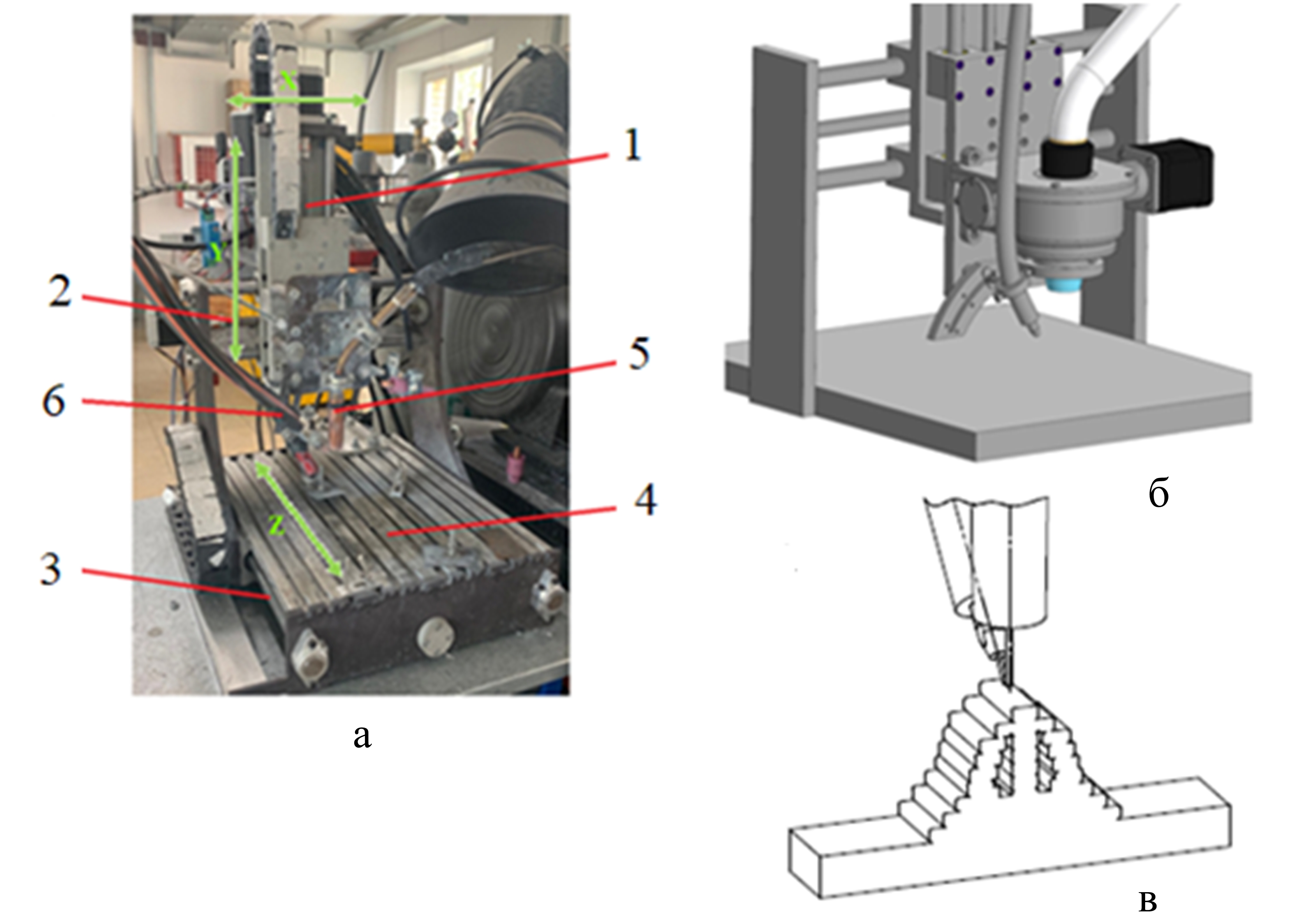
Рисунок 2 - Оборудование для WAAM:
а - установка для дуговой наплавки; б - установка с конструкцией поворотного механизма; в - схема процесса наплавки; 1 - направляющая по оси Z; 2 - направляющая по оси X; 3 - направляющая по оси Y; 4 - стол; 5 - основная горелка; 6 - дополнительное сопло
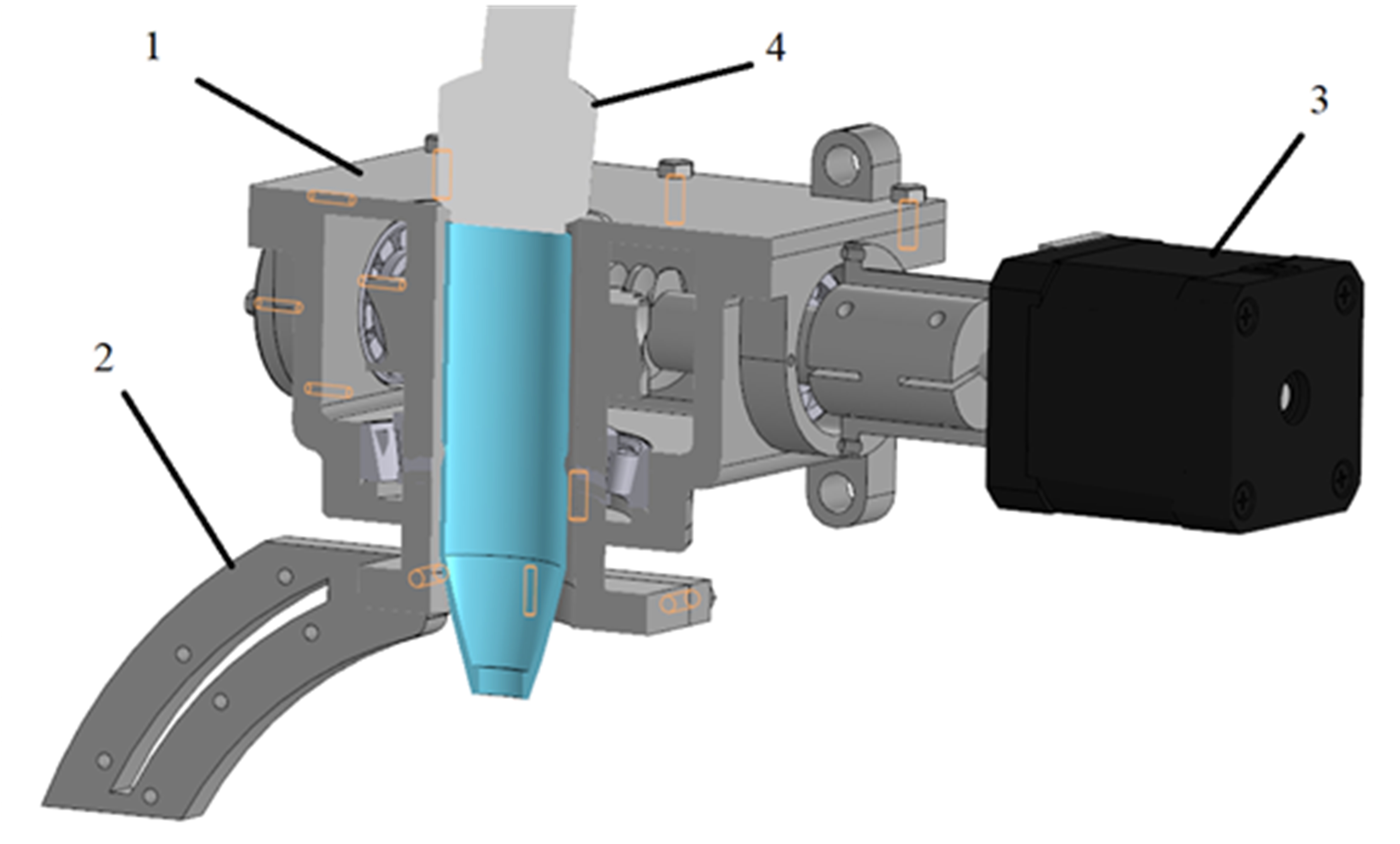
Рисунок 3 - Поворотный механизм:
1 - червячный редуктор; 2 - пластина регулировки наклона сопла с дополнительной проволокой; 3 - шаговый двигатель; 4 - горелка
3. Обсуждение
Таким образом, предложенные технические решения, кроме расширения технологических возможностей 3D печати за счет дополнительных поворотных устройств (появление 4-й координаты), способствуют также повышению плотности наплавленного материала, предполагают повышение уровня прочностных свойств. В качестве подтверждения работоспособности многофункционального оборудования и возможностей реализации на нем разных технологий формообразования можно привести пример изготовления подшипниковой опоры из проволочного материала АМг6 ГОСТ 4784-97. На основе наплавочного модуля и метода WAAM получена заготовка изделия (рисунок 4, а) на следующих технологических режимах 3D печати: ток в диапазоне 120-160 А, скорость подачи проволоки 0,8 м/мин. На базе этой же многофункциональной установки использован инструментальный модуль для механической обработки заготовки резанием (изображение детали после обработки на рисунке 4, б). Режимы резания для чернового фрезерования: глубина резания за проход, t = 0,5 мм, рабочая (минутная) подача, Sm = 700 мм/мин, скорость резания, υ = 471 м/мин, частота вращения шпинделя, n = 15000 об/мин. Режимы чистового фрезерования: глубина резания за проход, t = 0,1 мм, рабочая подача, Sm = 400 мм/мин, скорость резания, υ = 565,2 м/мин, частота вращения шпинделя, n = 18000 об/мин.
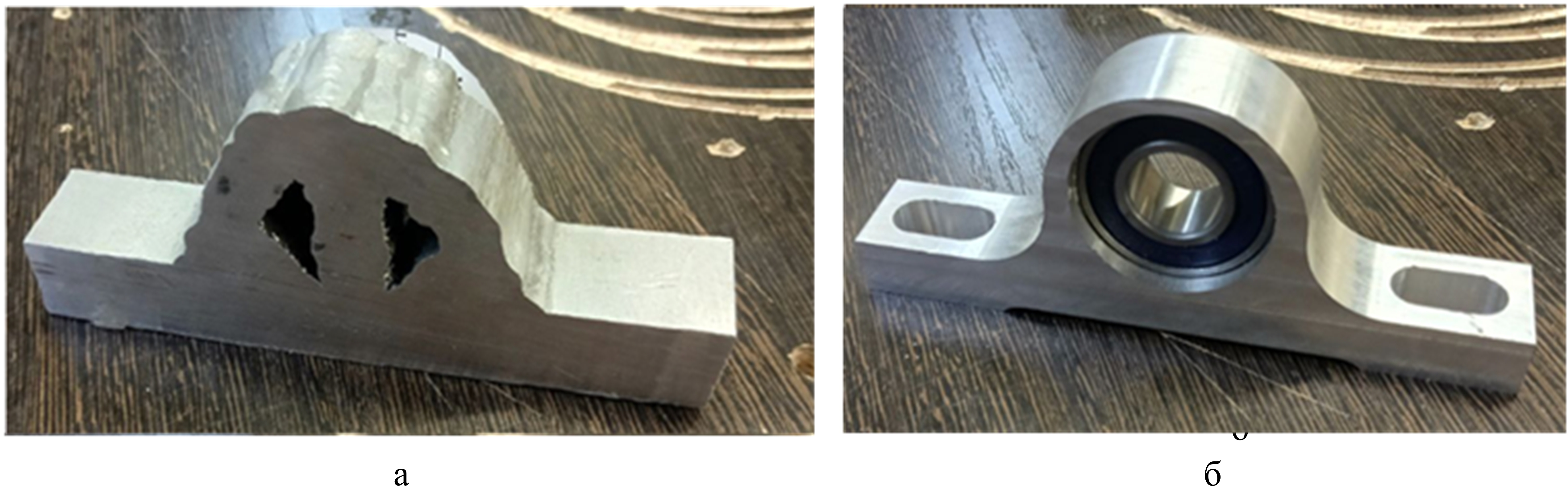
Рисунок 4 - Подшипниковая опора:
а - заготовка; б - деталь
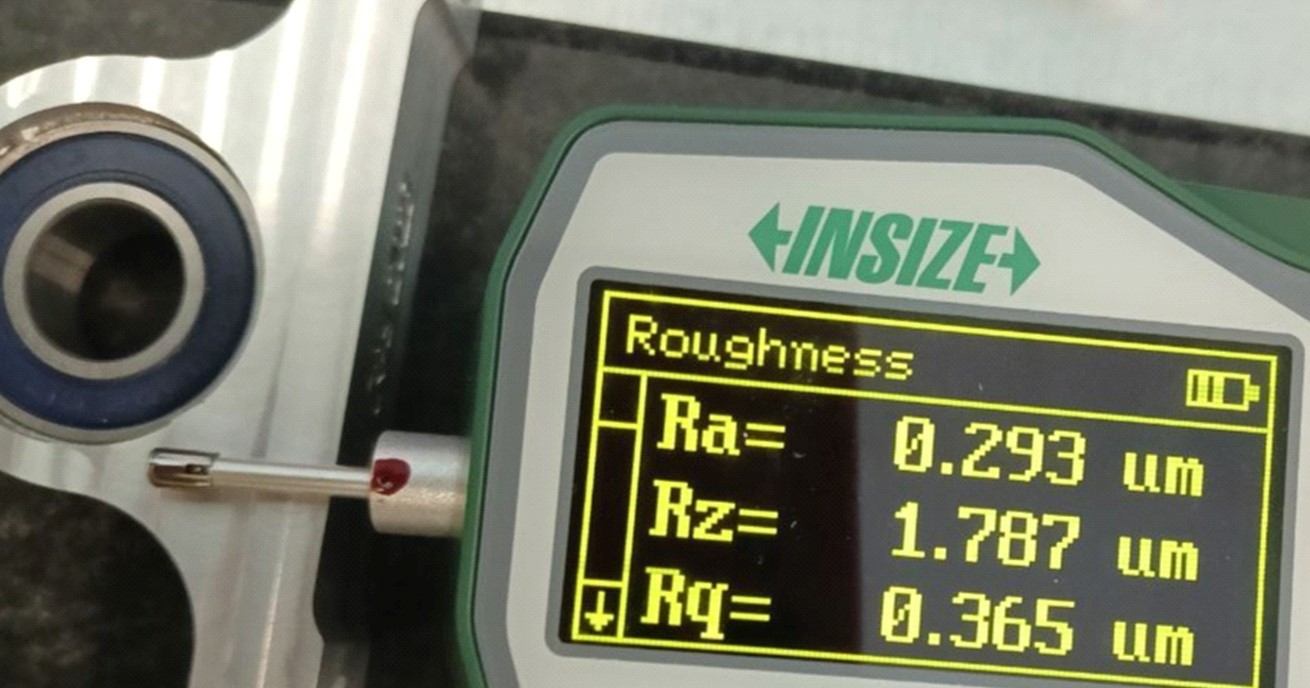
Рисунок 5 - Результаты измерения шероховатости поверхностей подшипниковой опоры: показания прибора
Рисунок 6 - Результаты измерения шероховатости поверхностей подшипниковой опоры: профилограмма обработанной поверхности
4. Заключение
Предложенные конструкторско-технологические решения, кроме расширения технологических возможностей разработанного многофункционального станка с ЧПУ за счет дополнительных инструментальных модулей, обеспечивает также и требуемый уровень качества поверхностей.