ЧИСЛЕННОЕ ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТРЕНИЯ НА ПОВЕДЕНИЕ ПРОЦЕССА ГОРЯЧЕЙ ПРОКАТКИ АЛЮМИНИЕВОГО СПЛАВА AA2024
ЧИСЛЕННОЕ ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТРЕНИЯ НА ПОВЕДЕНИЕ ПРОЦЕССА ГОРЯЧЕЙ ПРОКАТКИ АЛЮМИНИЕВОГО СПЛАВА AA2024

Аннотация
В данной работе исследуется влияние трения на механические и тепловые характеристики процесса горячей прокатки алюминиевого сплава AA2024 с использованием трехмерного численного моделирования методом конечных элементов в программном комплексе DEFORM-3D. Термомеханически связанная модель, основанная на законе сдвигового трения, была применена для анализа влияния различных условий трения на силу прокатки, напряжённое состояние, распределение деформаций и температуру заготовки. Результаты показывают, что сила прокатки практически монотонно возрастает с увеличением коэффициента трения, в то время как максимальное сжимающее напряжение в центральной части заготовки остается почти неизменным. Это указывает на то, что трение в основном влияет на общий уровень прокатной нагрузки за счет контактных условий, а не за счет изменения внутренних напряжений материала. Повышенное трение способствует локализации деформации в краевых зонах заготовки, что увеличивает риск возникновения дефектов, связанных с краями. Кроме того, увеличение коэффициента трения приводит к незначительному повышению температуры заготовки после прокатки вследствие усиленного тепловыделения при трении. На основании результатов численного моделирования рекомендуется использовать умеренное значение коэффициента трения в диапазоне 0,3–0,5, обеспечивающее компромисс между снижением прокатной нагрузки, равномерностью деформации и тепловыми условиями процесса. Полученные результаты могут служить практическим руководством при выборе условий трения и смазочных материалов в промышленной горячей прокатке алюминиевого сплава AA2024.
1. Introduction
AA2024 aluminum alloy, which belongs to the Al-Cu-Mg alloy family, is extensively applied in aerospace and transportation structures due to its high strength to weight ratio, good fatigue performance, and resistance to damage , , . In industrial production, hot deformation processes especially hot rolling are essential not only for shaping the material but also for determining its final properties and process stability.
In hot rolling operations, the interaction between the roll surface and the workpiece inevitably introduces friction, which strongly affects material flow behavior, rolling load, and product quality . Adequate friction is necessary to ensure stable biting conditions, while excessive friction leads to higher rolling forces, increased torque, and additional heat generation. It also contributes to nonuniform distributions of stress and strain, particularly near surface and edge regions. Due to the severe contact conditions, shear-based friction models are commonly adopted instead of classical Coulomb formulations in bulk forming simulations , .
Recent research has emphasized that lubrication and tribological conditions play a crucial role in controlling friction and improving process performance during hot rolling operations . At the same time, tribological mechanisms at elevated temperatures remain essential for understanding the complex interactions between contacting surfaces, including adhesion, wear, and thermal effects , . Furthermore, numerical and experimental studies have shown that contact conditions significantly influence the coupled thermomechanical response of the material during deformation processes .
A growing number of recent studies have focused on the influence of process parameters on deformation behavior and material performance in aluminum alloys. For instance, rolling parameters and deformation conditions have been shown to strongly affect material flow and surface integrity , . Advanced thermomechanical processing routes, including combined forming techniques, have also been explored to enhance the microstructure and mechanical properties of aluminum alloys such as AA2024 , , . In addition, the role of friction-related phenomena in modifying surface conditions and material response during deformation has been highlighted in recent investigations .
Despite these developments, many previous works have mainly addressed isolated aspects such as rolling force, lubrication conditions, or microstructural evolution. Comprehensive studies focusing on the combined influence of friction on internal mechanical and thermal responses such as stress distribution, strain localization, and temperature evolution remain limited, particularly for AA2024 aluminum alloy. A more integrated understanding of these coupled effects is necessary for improving process control and minimizing defects in industrial rolling operations.
Therefore, the present work aims to investigate the effect of friction on the mechanical and thermal behavior of AA2024 aluminum alloy during hot rolling using a three dimensional thermomechanically coupled finite element model implemented in DEFORM-3D. The influence of different friction conditions on rolling force, stress state, strain distribution, and temperature evolution is systematically analyzed. The results provide useful insights for optimizing friction control and lubrication strategies in practical hot rolling processes.
2. Research methods and principles
The material considered in this investigation is AA2024 aluminum alloy, which is widely applied in structural components requiring high strength. The material behavior was obtained from the DEFORM-3D database, where the flow stress is defined as a function of strain, strain rate, and temperature. The corresponding stress strain relationships at a strain rate of 100 s⁻¹ are presented in Fig. 1.
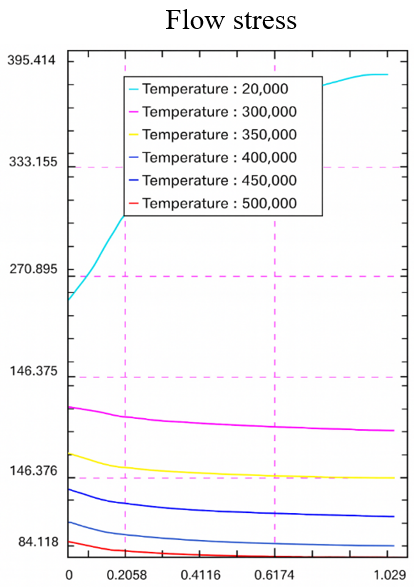
Stress strain relationships at a strain rate of 100 s⁻¹
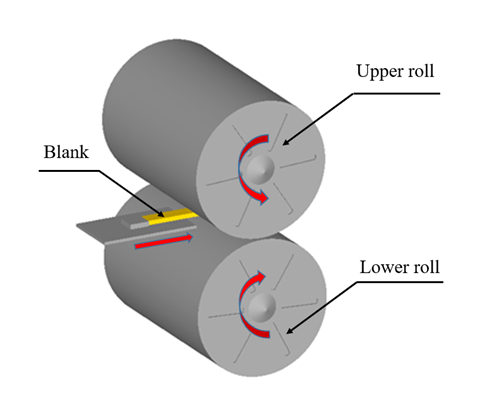
The configuration of the rolling process
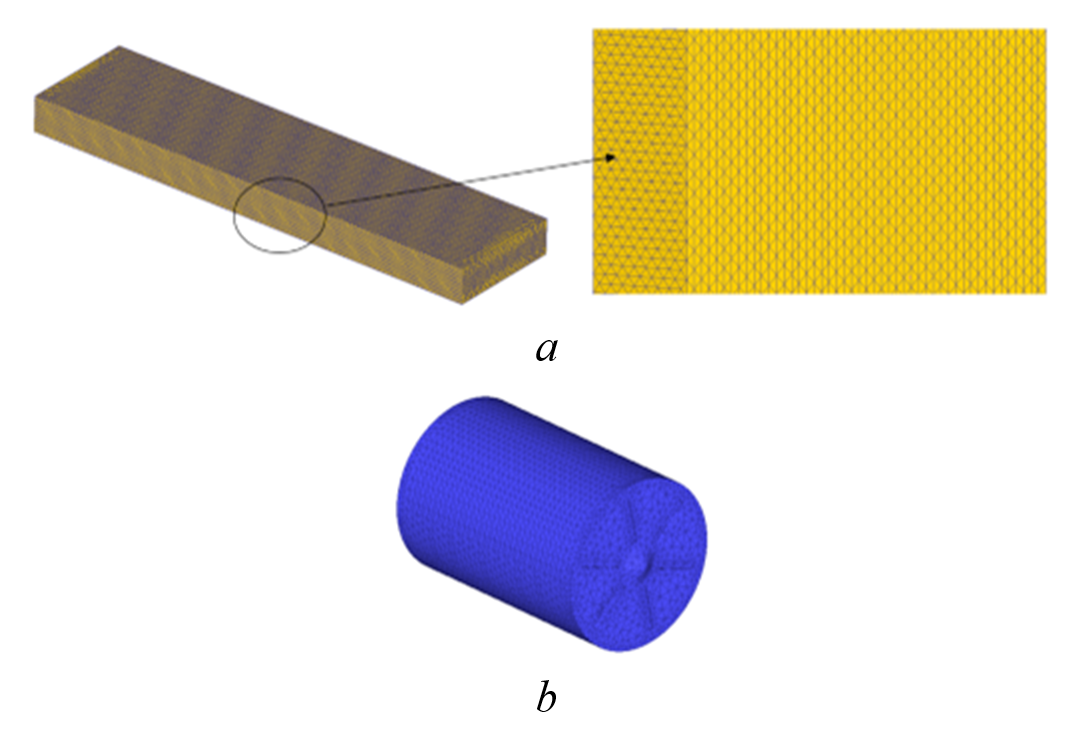
Meshing model for parts:
a - plastically deformable body; b - roll
A coupled thermomechanical formulation was adopted to account for the interaction between deformation and temperature evolution. Heat transfer mechanisms included conduction between the rolls and the workpiece, convection between the workpiece surface and the surrounding environment, and thermal radiation. A portion of the plastic deformation work and frictional work was assumed to be converted into heat, contributing to the temperature rise during the rolling process.
The contact interaction between the rolls and the workpiece was described using the shear friction model, which is appropriate for forming processes involving high contact pressure. The shear stress at the interface is expressed as:
where m is the shear friction factor (0 ≤ m ≤ 1), and k is the shear yield stress of the material determined according to the Von Mises yield criterion. Four friction factors were considered to represent different lubrication conditions: m = 0.2 (good lubrication), m = 0.4 (moderate lubrication), m = 0.6 (poor lubrication), and m = 0.8 (no lubrication). These values allow a systematic evaluation of the effect of friction on the rolling process.
The rolling process was simulated as a single pass reduction, where the thickness of the workpiece was reduced from 4.5 mm to 3.15 mm. The initial temperature of the workpiece was set to 460 °C, while both the roll temperature and ambient temperature were assumed to be 20 °C. The rolls rotated in opposite directions at a constant speed of 50 rpm. All other parameters were kept unchanged in order to isolate the effect of friction.
3. Results and Discussion
The simulation results reveal that the force component acting in the thickness direction dominates during the rolling process, while the forces in the rolling and width directions are comparatively small. Therefore, the Z-direction force is used to characterize the rolling load (Fig. 4a).
The evolution of rolling force can be divided into three distinct stages: an initial increase as the workpiece enters the roll gap, a steady region corresponding to stable deformation, and a rapid decrease when the material leaves the deformation zone. As shown in Fig. 4b, the steady state rolling force increases progressively with increasing friction factor.
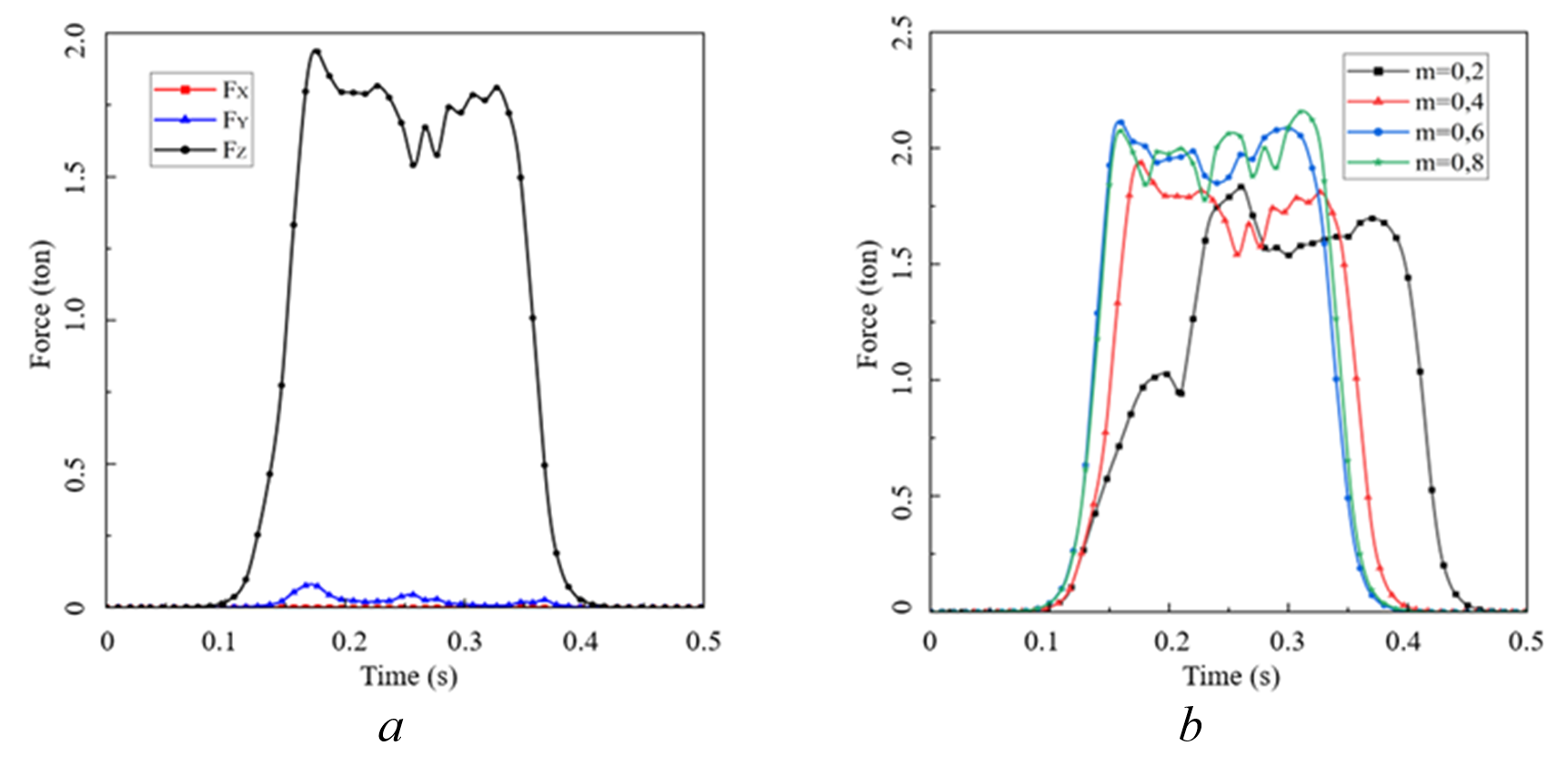
Rolling force time graph:
a - the Z-direction force; b - with increasing friction factor
The stress evolution at different positions through the thickness shows that the compressive stress reaches its maximum within the roll gap (Fig. 5). However, the peak stress at the center of the workpiece remains nearly constant for different friction conditions. This suggests that the internal stress state is mainly governed by the material behavior rather than interfacial friction.
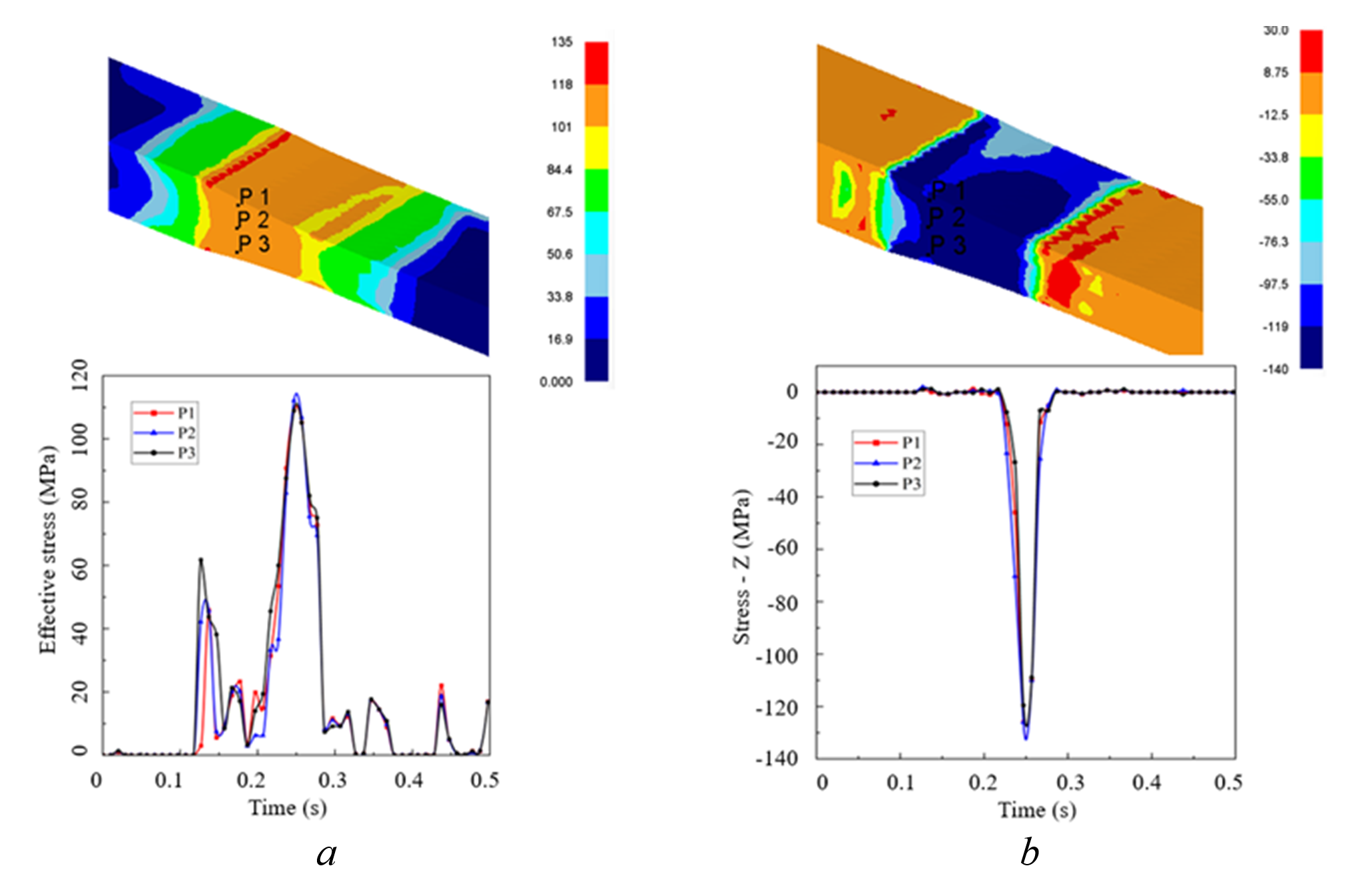
Stress distribution (a) and stress time curves (b) at points P1, P2, and P3
m = 0.4
Therefore, while friction significantly affects the overall rolling force, it has only a minor influence on the internal stress state at the workpiece center. The increase in rolling load associated with higher friction mainly arises from changes in contact conditions and stress distribution near the surface regions, rather than from an increase in internal compressive stress.
Figure 6 presents the equivalent (von Mises) strain distribution in the workpiece after rolling under different friction conditions. The overall deformation pattern remains similar for all friction factors, indicating that friction does not fundamentally alter the global deformation mechanism imposed by thickness reduction.
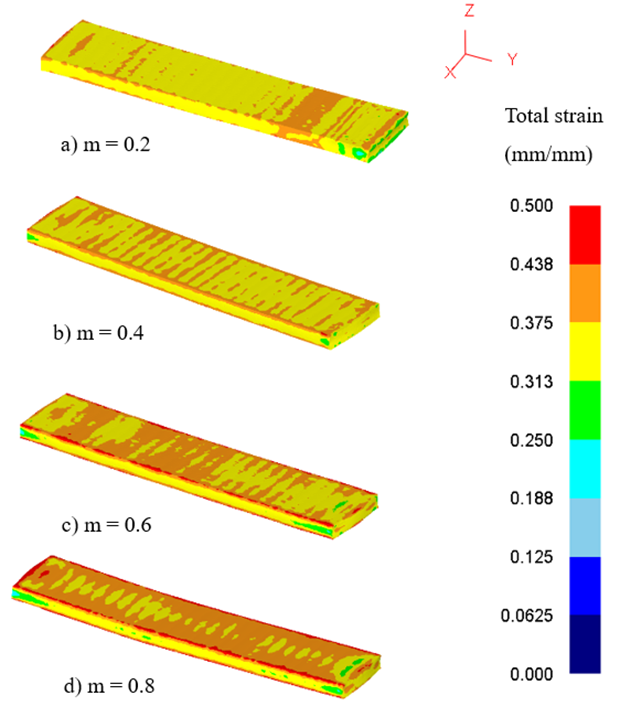
Strain distribution in the workpiece
From an engineering perspective, excessive friction should be avoided, as it increases rolling force and promotes strain localization. On the other hand, too low friction may reduce heat retention. Therefore, a moderate friction condition provides a balanced combination of mechanical and thermal performance.
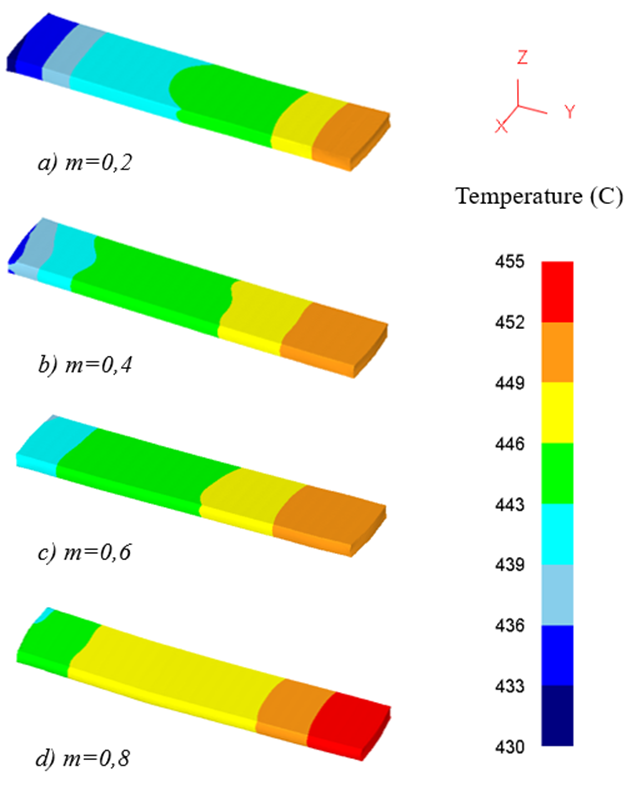
The temperature distribution in the workpiece
From a practical perspective, friction should be controlled at a moderate level to balance competing requirements. Excessively high friction increases rolling force and promotes strain localization at the edges, while excessively low friction may result in insufficient heat retention. Based on the present results, a moderate friction factor in the range of approximately 0.3–0.5 provides a reasonable compromise between rolling load reduction, strain uniformity, and thermal stability in hot rolling of AA2024 aluminum alloy.
4. Conclusion
This study analyzed the influence of friction on the thermo-mechanical behavior of AA2024 aluminum alloy during hot rolling using a three dimensional finite element model.
The results show that the rolling force increases with increasing friction due to higher resistance at the interface. In contrast, the internal compressive stress at the center of the workpiece remains almost unchanged, indicating that it is mainly controlled by material properties.
Higher friction conditions lead to more pronounced strain localization near the edges, which may increase the likelihood of defect formation. In addition, friction contributes to a slight increase in workpiece temperature as a result of heat generation at the contact interface.
Considering the combined effects of rolling force, strain distribution, and temperature, a moderate friction factor in the range of 0.3–0.5 is recommended for practical applications.
The findings of this work provide useful guidance for improving friction control and lubrication strategies in industrial hot rolling processes.