ЭФФЕКТИВНОСТЬ СТАБИЛИЗАЦИИ СТРУКТУРЫ ШТАМПОВОЧНЫХ ИНСТРУМЕНТОВ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ ЛИСТОВОГО МАТЕРИАЛА ПУТЕМ ПРОМЕЖУТОЧНОГО ОТПУСКA
ЭФФЕКТИВНОСТЬ СТАБИЛИЗАЦИИ СТРУКТУРЫ ШТАМПОВОЧНЫХ ИНСТРУМЕНТОВ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ ЛИСТОВОГО МАТЕРИАЛА ПУТЕМ ПРОМЕЖУТОЧНОГО ОТПУСКA

Аннотация
В статье рассмотрена проблема повышения долговечности рабочих инструментов, таких как пуансон и матрица, применяемых в процессе холодной листовой штамповки. Проанализированы методы термической обработки, разработанные ведущими исследователями мира, а также их влияние на структуру и свойства инструментальных сталей. Выявлены недостатки традиционных термических режимов, используемых на производственных предприятиях, в частности: недостаточное обеспечение требуемой твёрдости инструментальных сталей, образование трооститной структуры, неравномерное распределение карбидов и возникновение трещин. По результатам исследования предложены усовершенствованные изотермические режимы термической обработки, методы закалки с промежуточным отпуском и технологические подходы, направленные на повышение структурной стабильности инструментов для холодной листовой штамповки.
1. Введение
Холодная листовая штамповка является одним из наиболее распространённых технологических процессов в машиностроении и производстве металлических изделий. В данном процессе долговечность штамповочного инструмента, такого как пуансон и матрица, оказывает прямое влияние на качество продукции, производительность и технологическую себестоимость.
Целью данного научного исследования является разработка и обоснование эффективных режимов термической обработки, обеспечивающих микроструктурную стабильность инструментальных сталей как У8 для увеличения срока службы штамповочных инструментов, таких как пуансоны и матрицы, используемых при холодной листовой штамповке.
В таких промышленно развитых странах, как Великобритания, США, Канада, Швейцария и Индия, активно проводятся исследования, направленные на повышение усталостной прочности штамповочного инструмента при трении, стабилизацию мартенситной структуры, оптимизацию распределения карбидов и снижение абразивного износа.
Учёные, такие как С.А. Бенви, С.С. Мэнсон, Н.М. Ньюмарк, Равикиран, Джаладжкумар и Викаскумар, внесли значительный вклад в развитие данного направления фундаментальными научными результатами по прочности сталей при циклическом нагружении, кинетике мартенситных превращений, стабильности остаточного аустенита и механизмам разрушения в условиях усталости , , . Кроме того, установлено, что покрытия на основе нитрида титана (TiN), карбида хрома (CrC) и карбида ванадия (VC), а также поверхностные модификации (карбидные, нитридные, боридные слои) повышают износостойкость инструмента в 2–3 раза. Применение таких покрытий значительно снижает абразивный износ, однако требует дополнительных затрат, в связи с чем разработка экономически эффективных режимов термической обработки представляет особую актуальность.
2. Методы и принципы исследования
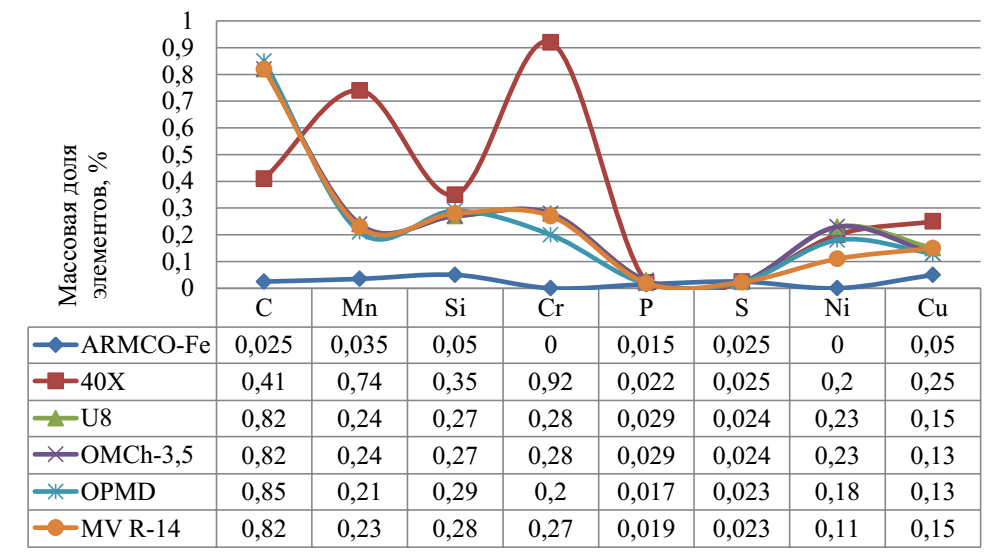
Сравнительная диаграмма химического состава стали и штамповочного инструмента
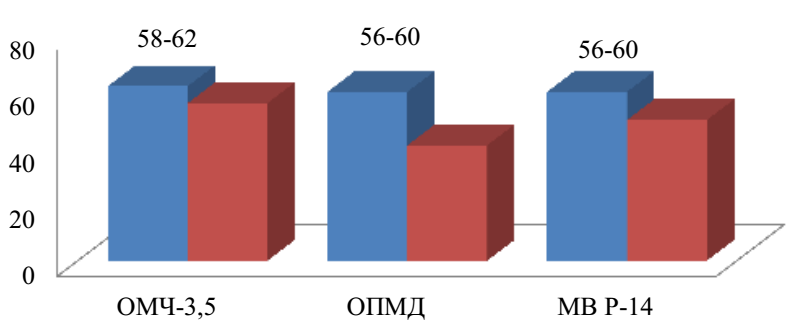
Сравнительная гистограмма твердости штампового инструмента, пришедшего в негодность раньше срока
3. Основные результаты
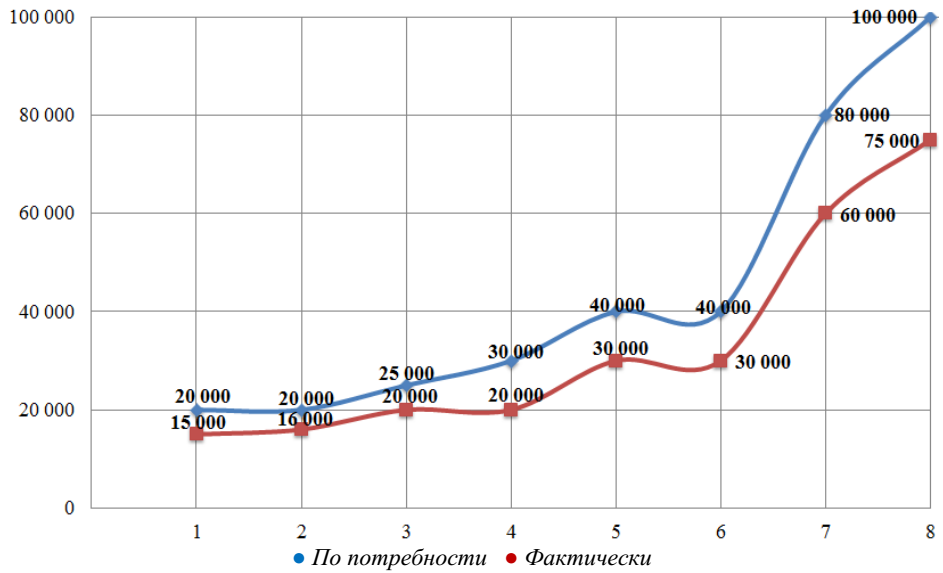
Аналитическая диаграмма среднего числа изделий, подлежащих штамповке согласно требованиям предприятия и фактически
МВ Р-14 (1); ОМЧ-3,5 (2); ОПМД (3); OПБ-3 (4); OПK-1 (5); OПM-1 (6); OПЧ-2 (7); OПКЧ-2 va 3,5 (8)
По результатам микроструктурного анализа на пуансоне ОПМД были выявлены мелкоигольчатый мартенсит, троостит, неравномерно распределенные карбиды, значительное количество сульфидов и силикатных включений .
В инструментальной стали У8 наблюдались крупные зерна перлита размером 4-5 баллов, а при чрезмерном нагреве — крупный игольчатый мартенсит. Кроме того, в матрицах ОМЧ-3,5 и МВ Р-14 на поверхностном слое выявлен мелкоигольчатый мартенсит, в среднем слое — троостит и карбиды .
В результате традиционной термической обработки инструментальные стали после закалки в воде не достигли достаточной твердости, не была обеспечена стабильность остаточного аустенита, карбиды увеличились в размерах, образовались слои троостита, что привело к быстрому износу инструмента
.Это, в свою очередь, вызывает растрескивание пуансонов, абразивный износ, изменение рабочих размеров и разрушение вследствие усталости.
4. Обсуждение
При холодной листовой штамповке нагрузка высокая, контактное давление значительное, поэтому материал штамповочных инструментов должен соответствовать следующим требованиям: твердость 56–60 HRC, износостойкость, усталостная прочность, термическая стабильность и равномерное распределение карбидов.
Анализ штампового инструмента на предприятии АО «Узметкомбинат» показал, что для изготовления инструмента для холодной штамповки широко используют стали У8, У8А, У10, У10А, 9ХС и Х12М, в некоторых случаях применяют вставки из твердого сплава .
Проведённые анализы показали, что для пуансона ОПМД из инструментальной стали марки У8 применяемый традиционный режим закалки не стабилизирует структуру.
Неравномерное распределение карбидов и слои троостита резко ускоряют абразивный износ. Отсутствие формирования слоя мартенсита в поверхностном слое снижает твердость штамповочного инструмента. Недостаточный оптимальный уровень остаточного аустенита способствует быстрому возникновению усталостных трещин. Поэтому необходимо применение термообработки, оптимизированной на основе изотермических диаграмм.
Все основные исследования были проведены на эвтектоидной углеродистой стали У8 промышленной выплавки. Эта сталь наиболее широко применяется при производстве инструмента для холодной штамповки. Марки стали регламентируются ГОСТ 8559–75 .
Исходя из вышеизложенного, применение усовершенствованных технологий термообработки для холодных штамповочных инструментов из инструментальной стали марки У8, а именно закалки с промежуточным отпуском при температуре 450 °C, позволило снизить внутренние напряжения мартенсита, обеспечить мелкодисперсное распределение карбидов, сформировать мелкую структуру за счёт контролируемого изменения аустенита при изотермической закалке и стабильно сохранить высокую твердость рабочей части пуансона.
Данная обработка повышает стойкость штампового инструмента в 2–3 раза .
Перегрев матрицы до высокой температуры и оптимизация процесса перехода перлита в аустенит обеспечили оптимальное формирование начальных зерен на границах феррит-цементит.
Установлено, что при промежуточной отпускной закалке инструментальной стали наличие частичного мартенсита и остаточного аустенита снижает образование трещин, повышая тем самым износостойкость.
5. Заключение
Полученные данные и результаты лабораторных исследований показали, что износостойкость холодных листовых штамповочных инструментов тесно связана с металлургическими свойствами, микроструктурным состоянием, режимами термообработки и эксплуатационными нагрузками.
В ходе исследования было подтверждено, что традиционные методы термообработки, применяемые для пуансона ОПМД из инструментальной стали марки У8, не обеспечивают требуемую твердость стали и стабильную структуру. При этом крупность мартенсита, наличие троостита и неравномерное распределение карбидов приводят к преждевременному выходу инструмента из строя.
Нетрадиционные методы термообработки, такие как изотермическая закалка, промежуточный отпуск и контролируемый нагрев, оказались эффективными для повышения прочности инструмента.
На основе предложенных технологий срок службы холодных штамповочных инструментов может быть увеличен в среднем на 25–35%